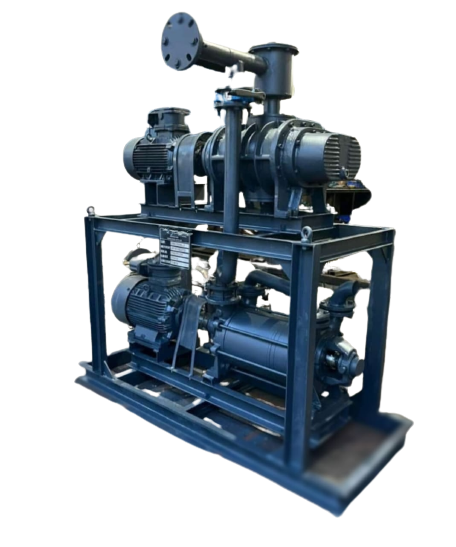
RPE, a distinguished engineering company, is a pioneer in the production of Twin Lobe Mechanical Vacuum Boosters, setting new standards in vacuum technology. These high-performance boosters are designed to significantly enhance vacuum levels, making them an essential component in a wide range of industrial applications. RPE’s Twin Lobe Mechanical Vacuum Boosters are characterized by their robust construction and efficient operation, ensuring consistent and reliable vacuum performance. Their cutting-edge design minimizes energy consumption while maximizing productivity, making them the preferred choice for industries such as semiconductor manufacturing, food processing, and packaging. When it comes to vacuum solutions that deliver unparalleled performance and efficiency, RPE stands at the forefront, providing innovative engineering solutions that redefine vacuum technology in the modern industrial landscape.
Description
RPE Mechanical Vacuum Booster are dry pumps that meet most of the ideal vacuum pump requirements.
- Booster work on positive displacement principle and are used to boost the performance of water ring/ oil ring/ rotating vane/ piston pumps and steam or water ejectors.
- Boosters are used in combination with any one of the above mentioned pumps, to overcome their limitations.
- Vacuum booster pumps offer very desirable characteristics which make them the most effective and power efficient option.
- Boosters enhance the performance of vacuum pumps, because the volumetric efficiency of vacuum pump is poor in low pressure operation. The booster handles large volume of gas at relatively very low power consumption, because the construction of booster ensures contact free rotation of two lobes maintaining very close clearance
- Can be integrated with any installed vacuum system such as steam ejectors, water ring pumps, oil sealed pumps, water ejectors etc.
- The vacuum booster is a dry pump as it does not use any pumping fluid. It pumps vapor or gases with equal ease. Small amounts of condensed fluid can also be pumped.
- Vacuum boosters are power efficient. Very often a combination of Vacuum Booster and suitable backup pump results in reduced power consumption per unit of pumping speed. Boosters provide high pumping speeds even at low pressures.
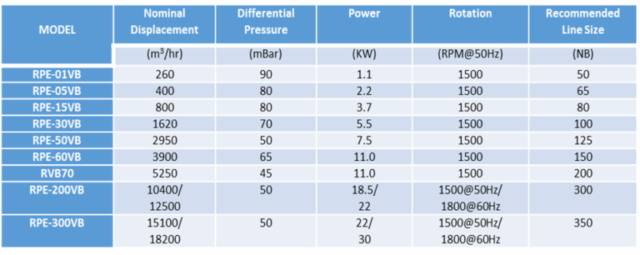
- Boosters increase the working vacuum of the process, in most cases very essential for process performance and efficiency. Vacuum Booster can be used over a wide working pressure range,
- From 100 Torr down to 0.001 Torr (mm of mercury), with suitable arrangement of backup pumps.
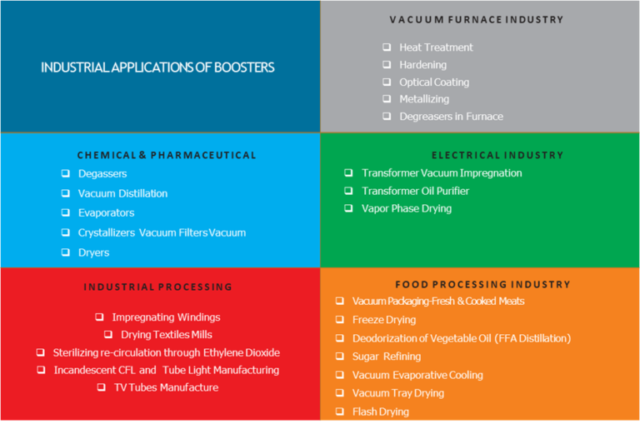
INDUSTRY SERVED:
- Chemical & Pharmaceutical.
- Food Processing.
- Edible oil processing
- Biofuels productions
- Lube oil Refining
- Metallizing industries
- Automobile
- Paint industries
- Spices industries – Oleoresin extraction
- Paper industries
- Vacuum Steel Degassing.
- Semiconductor Manufacturing.
APPLICATION SERVED
- Vacuum Distillation
- Vacuum Drying
- Evaporation
- Evacuation
- Fast Solvent Recovery
- Polymerization.
- Crystallization
- Vacuum Impregnation.
- Sterilization.
- Vacuum Metallizing
- Vacuum Nitriding
- Space & Research Organization
- Paper Folding Machinery
- Testing Equipment.
- Garment presses.
- Bottle & Tube Filling Machines.
- Dust Collection in Process.




Reviews
There are no reviews yet.